

HGT3796.10-2005�ݸ�ʽ������
�� ��Χ
�����涨���ݸ�ʽ�� ���� �IJ�Ʒ���� ���ṹ����Ҫ����������Ҫ���Լ����顢��װ���� �˵�Ҫ�� �����������ڸ����ݸ�ʽ��������
�� �淶�������ļ�
�����ļ��е�����ͨ�����������ö���Ϊ���� ���������ע���ڵ������ļ� ����������е��ĵ� ������������ ������ ����������������ڱ��� ��Ȼ�� ���������ݱ������Э�� �ĸ����о��Ƿ��ʹ����Щ�ļ������°汾�����Dz�ע ���� �������ļ� �������°汾�����ڱ��� ��
GB/T 912 ̼�ؽṹ�� �͵ͺϽ�ṹ���������ְ�ִ�
GB/T 983������ֺ�����
GB/T 985 ���� ���ֹ��绡�������屣���������¿ڵĻ�����ʽ��ߴ�
GB/T 1184 ��״��λ�ù��� δע����ֵ
GB/T 1801 ��������Ϲ��������ϵ�ѡ��
GB/T 1804 һ�㹫��δע��������ԺͽǶȳߴ�Ĺ���
GB/T 3274��̼�ؽṹ�ֺ͵ͺϽ�ṹ��������ְ�ִ�
GB/T 3280 ����������ְ�
GB/T 4237 ����������ְ�
Gb/T 5117 ̼�ֺ���
GB/T5118���ͺϽ�ֺ���
�� ����
������ֱ�� ����λΪ���ף�mm����
����Ͳ�ھ�����λΪ���ף�mm����
������ֱ������λΪ���ף�mm����
�������ο�������������ּ��� ������λ Ϊǧ�� ��kg����
�������ĸ߶ȣ���λΪ���ף�mm����
����Ͳ�ĸ߶� �� Ϊ����λ��mm����
�ݸ˽������ĵ��̣�Ϊ����λ��mm�� ��
��������Ҷ�ĺ�ȣ�Ϊ����λ��mm�� ��
����Ͳ�ĺ�ȣ�Ϊ����λ��mm��
�� ��Ʒ����
�̣ǣ� �ݸ�ʽ������ �� ��һ�Ǵ�����Ͳ�ݸ�ʽ������
�� �ṹ����Ҫ����
�ݸ�ʽ�������Ľ� ������Ҫ����Ӧ����ͼ ���ͱ� ���Ĺ涨 ��
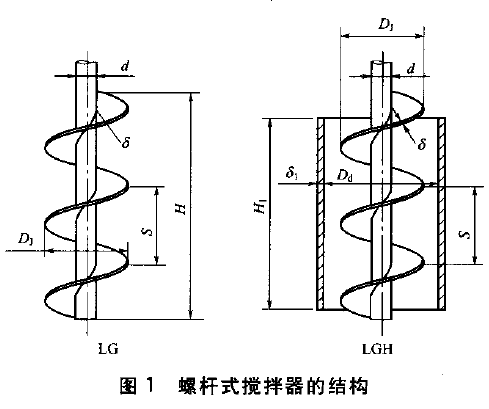
��1�ݸ�ʽ����������Ҫ����
|
D1 |
d |
S |
�} |
H |
H1 |
Dd |
�}1 |
����� |
|
|
LG |
LGH |
||||||||
|
80 |
30 |
80 |
2 |
200 |
160 |
88 |
2 |
1.3 |
2.1 |
|
100 |
40 |
100 |
2 |
250 |
200 |
110 |
2 |
2.8 |
3.9 |
|
150 |
50 |
150 |
3 |
375 |
300 |
180 |
2 |
4.6 |
6.4 |
|
200 |
60 |
200 |
4 |
500 |
400 |
240 |
3 |
13.6 |
20.7 |
|
250 |
70 |
250 |
4 |
620 |
496 |
300 |
4 |
24.8 |
39.6 |
|
300 |
80 |
300 |
5 |
750 |
600 |
360 |
4 |
44.9 |
69.1 |
|
350 |
90 |
350 |
5 |
875 |
700 |
420 |
6 |
46.0 |
112 |
|
400 |
100 |
400 |
6 |
1000 |
800 |
480 |
6 |
87.6 |
145 |
|
450 |
110 |
450 |
6 |
1125 |
900 |
540 |
6 |
124 |
195 |
|
500 |
120 |
500 |
6 |
1250 |
1000 |
600 |
8 |
159 |
278 |
|
550 |
130 |
550 |
8 |
1375 |
1100 |
660 |
8 |
218 |
367 |
|
600 |
140 |
600 |
8 |
1500 |
1200 |
720 |
8 |
282 |
470 |
|
650 |
145 |
650 |
10 |
1625 |
1300 |
780 |
8 |
331 |
564 |
|
700 |
150 |
700 |
10 |
1750 |
1400 |
840 |
10 |
380 |
679 |
|
750 |
155 |
750 |
12 |
1875 |
1500 |
900 |
10 |
424 |
752 |
|
800 |
160 |
800 |
12 |
2000 |
1600 |
960 |
10 |
487 |
866 |
�� Ҫ��
��.�� ҶƬ�������ᡢ����Ͳ����ѡ�õ�̼�ظ�Ӧ����GB/T3724��GB/T912��Ҫ��ѡ�õIJ����Ӧ���� GB/T3280 ,GB/T4237Ҫ�� ��
��.�� ҶƬ�ĺ��Ӳ�����������ҶƬ������������� ��Ҳ �ɲ��ü�Ϻ� �����ӽ�ͷ ����ʽ�ͳߴ�Ӧ����GB/T985��Ҫ�� ��������GB/T5117,GB/T5118,GB/T983��Ҫ��ѡ�� ��
��.�� �ݸ����ܱ�Ӧ������� ��ת�� �߶Գ���ƽ �У���Գ� �ȹ���С�ڽ�Ҷֱ����0.4%, ƽ�жȹ���С�ڽ�Ҷ�߶� �� 0.4%��
��.�� ��е�ӹ����δע����ߴ�ļ���ƫ� GB/T 1048 �涨 �� �� ��Ҫ�� ���ǻ�е�ӹ� ���δע����ߴ�ļ���ƫ�����Ҫ�� ��������ֱ���ļ���ƫ� �㼶Ҫ��
��.�� ����������Ӧ���⡢ë�� ��ҶƬӦƽ�� ���⻬��
��.�� ���������Ե���ٶ�С�ڣ�m /�� ���ɲ� ���о� ƽ���� �顣ƴ����ҶƬ��ǿ�� ��ȹ���Ӧ��Գƣ����ٲ�ƽ�� ���� �������ٶȲ�С�ڣ������� ʱ Ӧ���о�ƽ������ ��
�� ����
7 . 1�������谴ͼ�����������м��顣
��.����ҶƬ����״�ߴ���ʱ���õ����弰�������ߵ��������ó�������ߴ繫�� �� ��������
��.����ƽ���������Դﵽ����ƽ��Ϊ�ϸ�
�� ��װ������
��. �� ����������ǰӦ���з����������ּ�Ӧ������ϴ ���ۻ��� ���������� ������� �����ӦͿ��������֬��
��.�� �������ij����ļ��������� ���� ��
�ᣩ��Ʒ˵���� ����ע������ ��ֱ�������� ������������ ��
�⣩��Ʒ����֤���� ��
�㣩��Ʒ�����ϸ�֤ ��
�䣩 װ�䵥��
��.�� ��Ʒ����Ӧ��ȡ���������� �������ȴ�ʩ ��������¶���Ż���á�
|
|
|
|
|




����������

