

机械搅拌澄清池搅拌机(中华人民共和国行业标准CJ/T 32-91)
中华人民共和国行业标准
机械搅拌澄清池搅拌机
Agitation/recirculation mechanism for accelerated clarifier
CJ/T 32-91
1 主题内容与适用范围
本标准规定了泥渣接触循环型机械搅拌澄清池搅拌机(以下简称“搅拌机”)的型式、规格、技术要求、试验方法及检验规则等。
本标准适用于机械搅拌澄清池进水浑浊度长期低于5000度,短时间不高于10000度的水质净化或石灰软化等的搅拌机。
2 引用标准
GB 755 旋转电机基本技术要求
GB 4720 电控设备 第一部分 低压电器电控设备
GB 4942.2 低压电器 外壳防护等级
GB 3797 电控设备 第二部分 装有电子器件的电控设备
GB 10089 圆柱蜗杆、蜗轮精度
GB 3768 噪声源声功率级的测定-简易法
GB 5796.4 梯形螺纹公差
GB 9439 灰铸铁件
GB 985 气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸
GB 1958 形状和位置公差 检测规定
GB 4879 防锈包装
SYJ 4007 涂装前钢材表面处理规范
JB 8 产品标牌
3 型式、规格
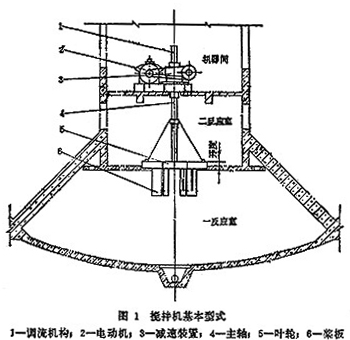
3.1 搅拌机安装在机械搅拌澄清池中心部位,由电动机、减速装置、主轴、调流机构、叶轮和桨板构成,基本型式如图1如示。
|
表1搅拌机规格 |
||||
|
型号 |
处理水量 |
澄清池直径 |
叶轮直径 |
电动机功率 |
|
JJ-20 |
20 |
3.5 |
0.8 |
0.75 |
|
JJ-60 |
60 |
5.5 |
1.2 |
|
|
JJ-80 |
80 |
6.5 |
1.5 |
|
|
JJ-120 |
120 |
7.5 |
1.5 |
|
|
JJ-200 |
200 |
10 |
2 |
3 |
|
JJ-430 |
430 |
14 |
2.5 |
4 |
|
JJ-800 |
800 |
20 |
3.5 |
5.5 |
|
JJ-1330 |
1330 |
25 |
4.5 |
11 |
注:电动机功率是按叶轮外缘线速度1.2m/s、V带和圆柱蜗杆减速器减速确定的电磁调速电动机的标称功率。
3.2 搅拌机规格按照表1的规定。
3.3 搅拌机的型号及其标记按以下的规定:

标记示例:600m3/h机械搅拌澄清池的搅拌机,其标记为:搅拌机 JJ-600 CJ/T32-91
4 技术要求
4.1 环境条件
电动机、电控设备及减速装置宜安装在室内,环境条件应分别符合GB755、GB4720和GB3797的规定。
4.2 电动机及电控设备
4.2.1 电动机采用调速电动机或定速电动机,应符合GB755的规定。
4.2.2 电控设备应设电流表、主电路开关、起动和停止的操作按钮、搅拌机各种故障(短路、过负荷、低电压)的保护设备及信号灯。当采用调速电动机时,电控设备应设有调速控制器;遥控时,必须加设机旁紧急停车按钮。
电控设备应符合GB4720和GB3797的规定。
电控设备可采用柜式或挂墙箱式结构,防护等级应符合GB4942.2规定的IP54。
4.3 减速装置
4.3.1 V带轮应进行静调平衡(实心轮除外),不平衡力矩应符合表2的规定。
|
表2 V带轮静调平衡规定 |
||
|
V带速度,m/s |
5~10 |
>10~15 |
|
不平衡力矩,mN·m |
<60 |
<30 |
4.3.2 蜗杆、蜗轮的精度应符合GB10089中第8级精度的要求。
4.3.3 蜗杆材料:机械性能应不低于45号钢,经调质热处理后硬度应为HB241~286。蜗轮材料:机械性能应不低于ZQAL9-4。
4.3.4 减速器内一般注入HL-20号齿轮油,油池润滑油温升不得超过30℃,最高温度不得超过70℃。
4.3.5 减速器装配后箱体所有结合面、输入及输出轴密封处不得渗油、漏油。
4.4 主轴及调流机构
4.4.1 主轴一般为实心轴。当机械搅拌澄清池设有套轴式中心传动刮泥机时,主轴为空心轴。
4.4.2 搅拌机应设有调流机构,一般采用在主轴上端设梯形螺纹螺旋副。
4.4.3 梯形螺纹加工精度应符合GB5796.4中粗糙级螺纹的规定。
4.4.4 调流机构应设有开度指示。
4.5 叶轮
4.5.1 叶轮上、下盖板的平面度公差值应符合表3的规定。分块拼装的叶轮采用可拆联接,且应设有定位标记。
|
表3 叶轮上、下盖板平面度公差值 |
|||
|
叶轮直径,m |
<1 |
1~2 |
>2 |
|
平面度公差值,mm |
3 |
4.5 |
6 |
注:分块叶轮的平面度公差以每块叶轮外径的弦长作为主参数。
4.5.2 叶轮上、下盖板应平行,出水口宽度极限偏差值应符合表4的规定。
|
表4 叶轮出水口宽度极限偏差值 |
|||
|
叶轮直径,m |
<1 |
1~2 |
>2 |
|
叶轮出水口宽度极限偏差值,mm |
+2 |
+3 |
+4 |
4.5.3 叶轮外缘表面粗糙度为50µm。
4.5.4 叶轮制造的径向圆跳动公差值应符合表5的规定
|
表5 叶轮制造的径向圆跳动公差值 |
|||
|
叶轮直径m |
<1 |
1~2 |
>2 |
|
径向圆跳动mm |
3 |
5 |
7 |
4.5.5 主轴轴线对于叶轮下盖板平面的垂直度公差值为φ6mm。
4.6 浆板
桨板与叶轮下平面应垂直,角度极限偏差值应符合表6的规定。
4.7 铸造及焊接要求
4.7.1 灰铸铁件应符合GB9439的要求。
|
表6 桨板角度极限偏差值 |
|||
|
桨板长度(mm) |
<400 |
400~1000 |
>1000 |
|
垂直角度极限偏差值 |
±1°30´ |
±1°15´ |
±1°00´ |
4.7.2 减速器箱体、蜗轮轮毂、V带轮的铸件毛坯应进行时效处理。
4.7.3 焊接件焊缝的型式和尺寸应符合GB985的要求;所有焊缝应保证牢固可靠,并清除溅渣、氧化皮及焊瘤,不允许有裂纹、夹渣、烧穿等缺陷。
4.8 安全要求
4.8.1 电动机的电控设备应有良好的接地;接地电阻不得大于4Ω。
4.8.2 V带轮应设封闭式保护罩(网)。
4.8.3 减速器箱体上应标出主轴旋转方向的红色箭头。
4.8.4 当调流机构采用升降叶轮方式调节叶轮开度时,主轴上端应设有限位机构。
主轴上各螺母的旋紧方向应与主轴工作旋转方向相反。
4.8.5 搅拌机的噪声级不得大于85dB(A)。
4.9 安装要求
4.9.1 以减速器机座加工面为安装基准,其水平度公差值为0.1mm/m。
4.9.2 搅拌机主轴应在池中心,以二反应室底板孔圆心为基准,同轴度公差值为φ10mm。
4.9.3 调流机构位于开度“0”位限位点时,叶轮上盖板的安装高度以二反应室底板平均高度为基准,偏差值应在±10mm范围内。
4.9.4 叶轮安装圆跳动公差值应符合表7的规定。
|
表7 叶轮安装圆跳动公差值 |
|||
|
叶轮直径m |
<1 |
1~2 |
>2 |
|
径向圆跳动mm |
4 |
6 |
8 |
|
端面圆跳动mm |
4 |
6 |
9 |
4.10 涂装要求
4.10.1 金属涂装前应严格除锈。钢材表面除锈质量应符合SYJ4007中Sa2的规定。
4.10.2 搅拌机涂装表面漆膜总厚度应符合表8的规定;漆膜不得有起泡、针孔、剥落、皱纹、流挂等缺陷
|
表8 漆膜总厚度μm |
|
|
水上部分涂装表面 |
150~200 |
|
水下部分涂装表面 |
200~250 |
4.10.3 当搅拌机用于处理生活饮用水时,水下部件涂装应采用无毒涂料。
当搅拌机用于处理腐蚀性水质时,水下部件涂装应采用耐腐蚀涂料或采用其它耐腐蚀措施。
4.11 可靠性及耐久性要求
4.11.1 每年检修一次,无故障工作时间不得少于8000h。
4.11.2 每两年大修一次,蜗轮、蜗杆使用年限不少于5a。整机使用年限不少于10a。
5 试验方法及检验规则
5.1 出厂试验及检验
5.1.1 每台产品必须经制造厂技术检查部门检验合格,并附有证明产品质量的合格证书。
5.1.2 产品出厂试验方法及检验规则应符合表9的规定。
|
表9 产品出厂试验及检验 |
||||||
|
序号 |
项目 |
试验方法 |
检验规则 |
说明 |
||
|
方法及量具 |
应符合技术 |
|||||
|
1 |
灰铸铁件 |
GB9439第6章 |
4.7.1 |
机械加工前和涂装前检验 |
||
|
2 |
焊缝 |
视觉法,通用量具 |
4.7.3 |
涂装前检验 |
||
|
3 |
V带轮不平衡力矩 |
试验台 |
4.3.1 |
|||
|
4 |
蜗杆硬度 |
金属布氏硬度计 |
4.3.3 |
|||
|
5 |
蜗杆、蜗轮传动啮合接触斑点 |
试运行时间不少于2h |
涂红铅油 |
4.3.2 |
沿齿高不少于55%, |
|
|
6 |
减带器各密封处 |
视觉法 |
4.3.5 |
|||
|
7 |
调流机构梯形螺纹加工精度 |
梯形螺纹量规 |
4.4.3 |
|||
|
8 |
叶轮上、下盖板平面度 |
拉钢丝方法,通用量具 |
4.5.1 |
|||
|
9 |
叶轮出水口宽度 |
通用量具 |
4.5.2 |
|||
|
10 |
主轴对叶轮下盖板下表面垂直度误差 |
GB1958,3-1 |
4.5.5 |
|||
|
11 |
叶轮径向圆跳动 |
通用量具,划线盘 |
4.5.4 |
|||
|
12 |
叶轮外缘表面粗糙度 |
视觉法,表面粗糙度样板 |
4.5.3 |
|||
|
13 |
钢材表面除锈质量 |
视觉法 |
4.10.1 |
涂装前检验 |
||
|
14 |
漆膜厚度 |
磁性测厚仪 |
4.10.2 |
|||
|
15 |
涂漆外观质量 |
视觉法,五倍放大镜 |
4.10.2 |
|||
5.2 现场试验及检验
5.2.1 产品现场安装试验方法及检验规则应符合表10的规定。
5.2.2 产品现场负荷试验方法及检验规则应符合表11的规定。
5.3 型式试验及检验
5.3.1 每生产150台至少做一台搅拌机的型式试验及检验。
|
表10 产品现场安装试验及检验 |
||||||
|
序号 |
项目 |
试验方法 |
检验规则 |
说明 |
||
|
方法及量具 |
应符合技术 |
|||||
|
1 |
减速器机座安装水平度 |
精度为0.05mm/m的水平仪 |
4.9.1 |
|||
|
2 |
主轴对二反应室底板圆孔的同轴度 |
将叶轮旋转一周测量叶轮外缘任一定点与二反应室底板孔边缘均布四点的距离,其对称两点所测距离之差为同轴度偏差值 |
通用量具 |
4.9.2 |
安装前按附录B的规定检查二反应室底板圆孔施工误差 |
|
|
3 |
叶轮上盖板安装高度 |
当调流机构位于开度“0”位限位点,检查叶轮上盖板上平面距二反应室底板平均高度的距离和列度指示偏离“0”位数值 |
通用量具 |
4.9.3 |
||
|
4 |
调流机构 |
手位操作全行程升降三次 |
4.4.2 |
|||
|
5 |
叶轮径赂圆跳动和端面圆跳动 |
用划线盘和通用量具分别测量叶轮外缘和端面距外缘100mm范围内的该项偏差 |
4.9.4 |
|||
|
6 |
桨板垂直度 |
吊线锤法,通用量具 |
4.6 |
|||
|
7 |
电动机及电控设备接地电阻 |
接地电阻测试仪 |
4.8.1 |
|||
|
8 |
V带轮防护罩(网) |
外观检查 |
4.8.2 |
|||
|
9 |
主轴旋转方向 |
试车检查 |
视觉法 |
4.8.3 |
||
|
表11 产品现场负荷试验及检验 |
||||||
|
序号 |
项 目 |
试验方法 |
检验规则 |
说 明 |
||
|
方法及量具 |
要 求 |
|||||
|
1 |
空负荷运行 |
最高转速 |
试验时间2h |
|||
|
2 |
正常投产后连续运行 |
最高转速,最大开度 |
试验时间24h |
|||
|
1.a |
电动机电流 |
1.5级电流表 |
电流应平稳,不得大于电动机额定电流 |
|||
|
1.b |
减速器运转平稳性 |
触觉法 |
无异常振动 |
|||
|
1.c |
减速器油池润滑油温升 |
温度计 |
应符合技术要求4.3.4 |
温度计的分度值为1℃ |
||
|
1.d |
减速器各密封处 |
视觉法 |
应符合技术要求4.3.5 |
|||
|
1.e |
搅拌机运行噪声 |
GB3768规定的测定方法精密声级计 |
应符合技术要求4.8.5 |
|||
5.3.2 产品型式试验方法及检验规则应符合表12的规定。
|
表12 产品型式试验及检验 |
|||||
|
序号 |
项目 |
试验方法 |
检验规则 |
说明 |
|
|
方法及量具 |
要求 |
||||
|
1 |
出厂试验及检验 |
应符合表9的规定 |
|||
|
2 |
现场安装试验及检验 |
应符合表10的规定 |
|||
|
3 |
现场负荷试验及检验 |
应符合表11的规定 |
|||
|
4 |
电动机输出功率 |
在不同转速,叶轮处于不同开度条件下进行负荷试验 |
1.5级功率表 |
不得大于电动机 |
|
|
5 |
叶轮提升流量 |
在最高转速,叶轮处于最大开度条件下进行负荷试验 |
投加试剂方法 |
||
|
6 |
搅拌机可靠性和耐久性 |
查用户记录方法 |
应符合技术要求4.11.1及4.11.2 |
||
6 标志及包装
6.1 每台产品应在明显部位固定产品标牌,其型式与尺寸应符合JB8的规定,并注明下列内容:
a.产品名称;
b.公称水量,m3/h;
c.额定或标称功率,kW;
d.叶轮外径,m;
e.制造厂名称;
f.出厂编号;
g.制造日期。
6.2 电动机及电控设备应符合GB4879中B级防锈包装要求,金属机械加工部件应符合GB4879中C级防锈包装要求。
6.3 包装箱外壁应有明显的文字标志,内容包括:
a.收货单位和地址;
b.产品名称、规格和合同号;
c.净重、毛重、箱号和外廓尺寸;
d.单台机总箱数;
e.起吊线和不许倒置等运输标志;
f.制造厂名称和地址。
6.4 裸包装和零部件应系上标志牌,标志内容与6.3条相同。
6.5 随机附带下列技术文件:
a.搅拌机安装总图;
b.电气原理图及控制箱配线图;
c.易损件图;
d.产品使用说明书;
e.产品出厂合格证;
f.装箱单。
附录A
搅拌机的基本参数和尺寸计算(参考件)
搅拌机的基本参数和尺寸计算应符合表A的规定
|
表A 搅拌机基本参数和尺寸计算 |
||||||
|
名称 |
符 号 |
单 位 |
参数及尺寸 |
|||
|
叶 |
外缘线速度 |
u |
m/s |
水质净化:0.5~1.2 |
||
|
外径 |
d |
m |
0.15D~0.2D |
|||
|
提升流量 |
Q |
m3/s |
3Q1~5Q1 |
|||
|
转速 |
n |
r/min |
60u/πd |
|||
|
出水口宽度 |
B |
m |
60Q/c0nd2 |
|||
|
比转速 |
ns |
3.56nQ0.5/h00.75 |
||||
|
叶片数 |
Z |
d<2 |
d=2~2.5 |
d>2.5 |
||
|
4 |
6 |
>6 |
||||
|
叶片型式 |
径向辐射式直叶片 |
|||||
|
内径 |
d |
m |
ns=50~100 |
ns=100~200 |
ns=200~350 |
|
|
0.33d |
0.5d |
0.56~0.71d |
||||
|
桨 |
回转外半径 |
R2 |
m |
2R2=0.9d |
||
|
高度 |
h |
m |
0.33H~0.4H |
|||
|
桨板数 |
Z |
与叶轮片数相同 |
||||
|
桨板总面积 |
m2 |
≤0.15F |
||||
|
功 |
叶轮提升功率 |
N1 |
kW |
υQh/1000η0 |
||
|
桨板搅拌功率 |
N2 |
kW |
C·υω3h/4000g(R42-R41)Z |
|||
|
搅拌、提升功率 |
N1+N2 |
|||||
|
电动机输出功率 |
N |
kW |
N1+N2/η1 |
|||
表中 D——澄清池直径,m;
Qf——澄清池进水流量,m3/s;
C0——叶轮出水口宽度计算系数,一般采用3;
h0——叶轮提升水头m,一般采用0.05m;
H——澄清池-反应室高度,m;
F——澄清池-反应室纵截面积,m2;
υ——泥渣水密度,N/m3;
η0——叶轮水力效率,取0.5;
C——阻力系数,一般采用0.3;
ω——桨板旋转角速度,rad/s;
g——重力加速度,m/s2;
R1——桨板回转内半径,m;
ηs——机械传动总效率。
附录B
二反应室底板孔的尺寸和极限偏差值(参考件)
B1 本附录适用于机械搅拌澄清二反应室底板孔。
B2 二反应室底板孔为钢筋混凝土结构,由土建施工。
B3 二反应室底板孔的尺寸和极限偏差值应符合表B的规定
|
表B 二反应室底板孔的尺寸和极限偏差值mm |
|
|
项目 |
尺寸和极限偏差值 |
|
底板孔直径 底板孔直径极限偏差值 底板高程极限偏差值 底板孔与二反应室内壁同一轴线极限偏差值范围 |
大于叶轮直径60 |
附加说明:
本标准由中华人民共和国建设部提出。
本标准由建设部城镇水处理器材设备标准技术归口单位中国市政工程华北设计院归口。
本标准由北京市市政设计研究院(主编单位)、沈阳矿山机器厂负责起草。
本标准主要起草人:王光杰、张延蕙、王明志、刘小琳、姜发林。
本标准委托北京市市政设计研究院负责解
【相关技术知识】
● 油漆搅拌机知识
● 液体搅拌机知识

